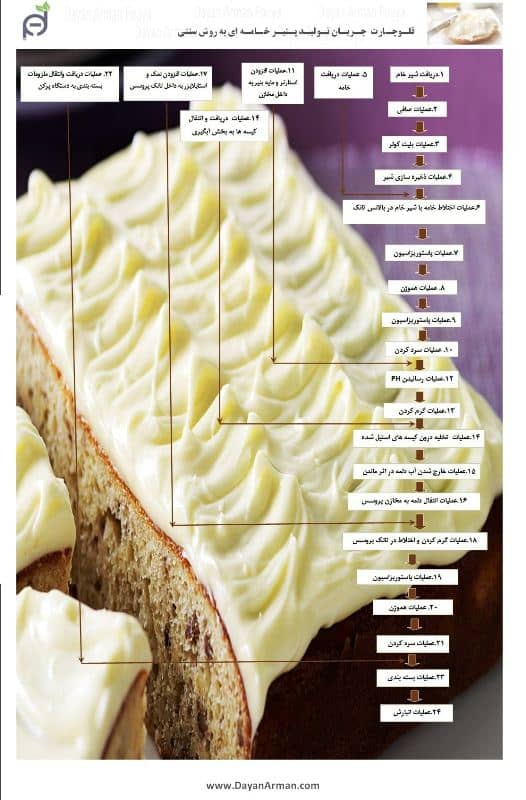
Cream Cheese Production Process (Traditional/Bag Method)
First, milk and cream are mixed together in the processing tank until a fat content of 11.5 is reached. It is then heated to 60°C and homogenized at 120 bar pressure. Afterward, it is returned to the tank, heated to 93°C for 15 seconds, then cooled to 32°C, and a starter culture (aromatic mesophilic) is added for about 15 minutes. After that, cheese culture and a little salt are added and allowed to ferment until the pH reaches 4.8. Then, the tank mixer is turned on and the cheese is emptied into sterile bags, which are transferred to the cold storage at 7°C. After the specified time, when the pH reaches 4.7, the dewatered cheese is transferred from the bags to the processing tank. During this stage, salt and a small amount of stabilizer are added while heating to 55°C, and the mixture is homogenized under 180-220 bar pressure.
Note: In the second phase, all processes must be fully sterilized, including the homogenization paths, as we do not have a secondary thermal process, and we must be cautious of potential secondary contamination.
From the homogenization output in the sterile tank, it is transferred to the filling machine. It is important to note that cream cheese is packaged while still hot for two reasons:
- To sanitize the space inside the packaging.
- When hot, it is fluid, but if cooled, its texture hardens, and packaging becomes impossible.
It is crucial that after packaging, the cheese is quickly moved to the cold storage to cool down to prevent peptide activity that causes bitterness in the cheese.
Can the preservatives Nisin and Natamycin be used in cheese?
To extend the shelf life of cream cheese, Nisin and Natamycin preservatives can be used.